Nucleic acid therapeutics represent a transformative modality with intrinsic advantages in safety, development speed, and scalability.
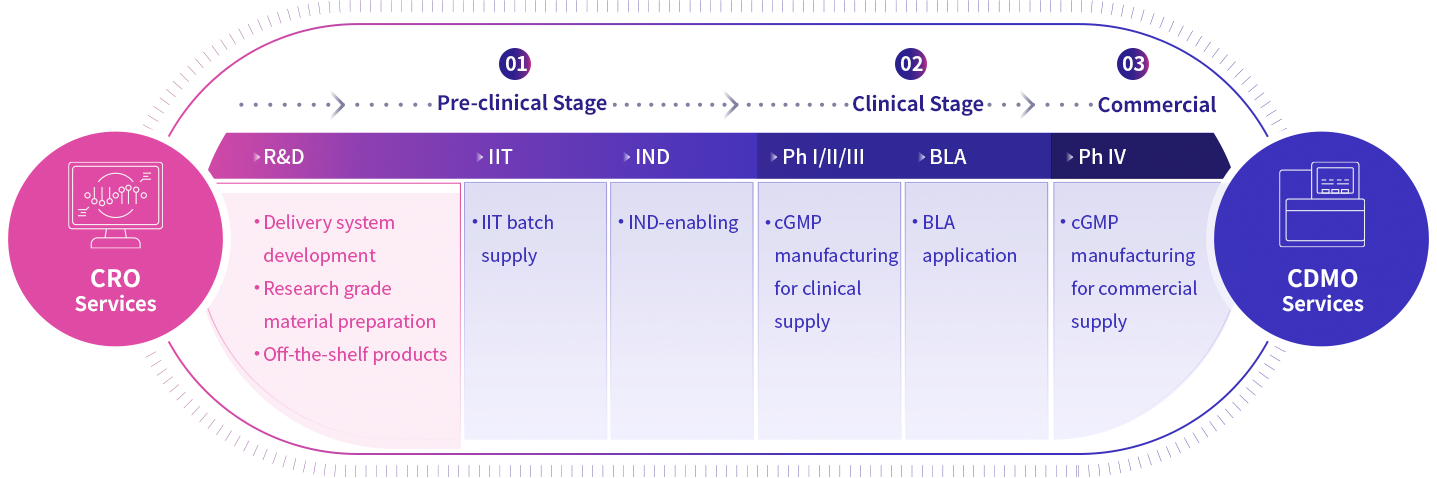
At Enorna, we are dedicated to driving the nucleic therapeutics revolution as the world's industrialization powerhouse. Built on deep expertise in CMC development, regulatory strategy, and GMP manufacturing, we provide integrated, end-to-end CDMO solutions—from discovery to commercial supply—to advance therapies across vaccines, oncology, in vivo CAR, and gene editing.
As a cornerstone of nucleic acid drug development, process quality determines final product efficacy, safety, and scalability. Enorna’s platform integrates proven plasmid, IVT, and LNP delivery and scale-up expertise to ensure Critical Quality Attributes (CQA)—including capping efficiency, dsRNA levels, and encapsulation efficiency—meet stringent clinical and regulatory standards.

Standardized, modular workflows enable efficient “plug-and-play” development, shortening project timelines.

Reliable scale‑up from milligram to hundred‑gram scales for drug substance and LNP drug product, supporting from early‑phase to commercial supply.

Deep expertise in novel molecular types and pipeline innovation, with proven skill in resolving complex technical challenges.

High‑density fermentation with precise control of dissolved oxygen, temperature, agitation, and other critical parameters
Industrial‑scale purification delivering consistent supercoiled content and low residual impurities
Next-generation Cell‑free DNA synthesis technology to shorten template preparation timelines

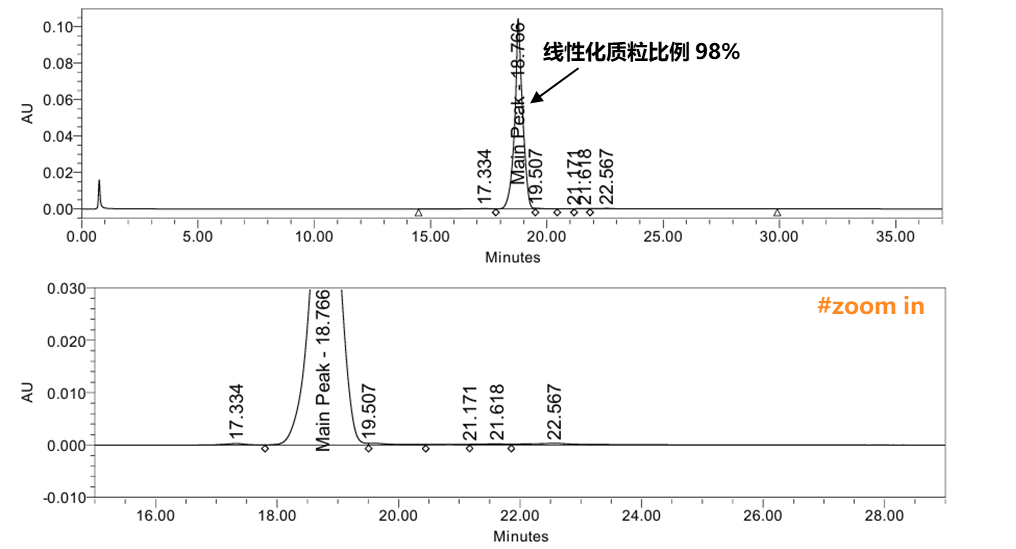
Linear mRNA – mature IVT and purification with tight dsRNA control
circRNA – optimized circularization efficiency and removal of nicked‑RNA species
saRNA – efficient IVT systems coupled with tailored purification workflows

High‑concentration encapsulation technology that maintains high encapsulation efficiency at increased RNA loads
Targeted LNP (tLNP) – proprietary antibody‑conjugation technology for enhanced delivery and stability
Novel lipid development – experience in development and scale‑up of new ionizable/cationic lipids

Optimization of cryoprotectant formulations and lyophilization cycles
Post‑reconstitution performance – ensuring retention of particle size and encapsulation efficiency
Enorna Biotechnology operates a fully integrated GMP facility designed for nucleic acid therapeutics. Our site complies with FDA, EMA, and NMPA regulations across quality systems, facility design, equipment validation, and operations. With dedicated suites for plasmid DNA, mRNA drug substance, LNP drug product, aseptic filling, and lyophilization, we provide flexible, scalable support from clinical to commercial supply.

Quality Management System (QMS) designed and executed following ICH Q10, FDA, EMA, and NMPA guidelines.
Implements stage-appropriate GMP strategies across the development lifecycle.
QMS is built upon six major, interconnected subsystems, ensuring end-to-end quality assurance from raw materials to final drug product release.

Drug Substance: mRNA production at scales up to 50L.
LNP Encapsulation: Continuous production with flow rates up to 8 L/h.
Fill-Finish: Configurable semi-automatic or fully automatic vial filling lines, with a capacity of up to 3,000 vials per hour. High-speed filling is employed to protect RNA stability.
Lyophilization: Integrated filling and lyophilization lines support batch sizes of up to 8,000 vials.

Validated Equipment & Suite: Includes state-of-the-art equipment, e.g. Repligen TFF, Cytiva AKTA Pilot, microfluidic systems, and a closed automatic filling line within a Grade C+A isolator. All equipment is IQ/OQ/PQ validated under cGMP.
Data Integrity & Compliance: Integrated software meets FDA 21 CFR Part 11 and GLP/GMP requirements for electronic records.
Contamination Control: Extensive use of single-use consumables minimizes cross-contamination risk.
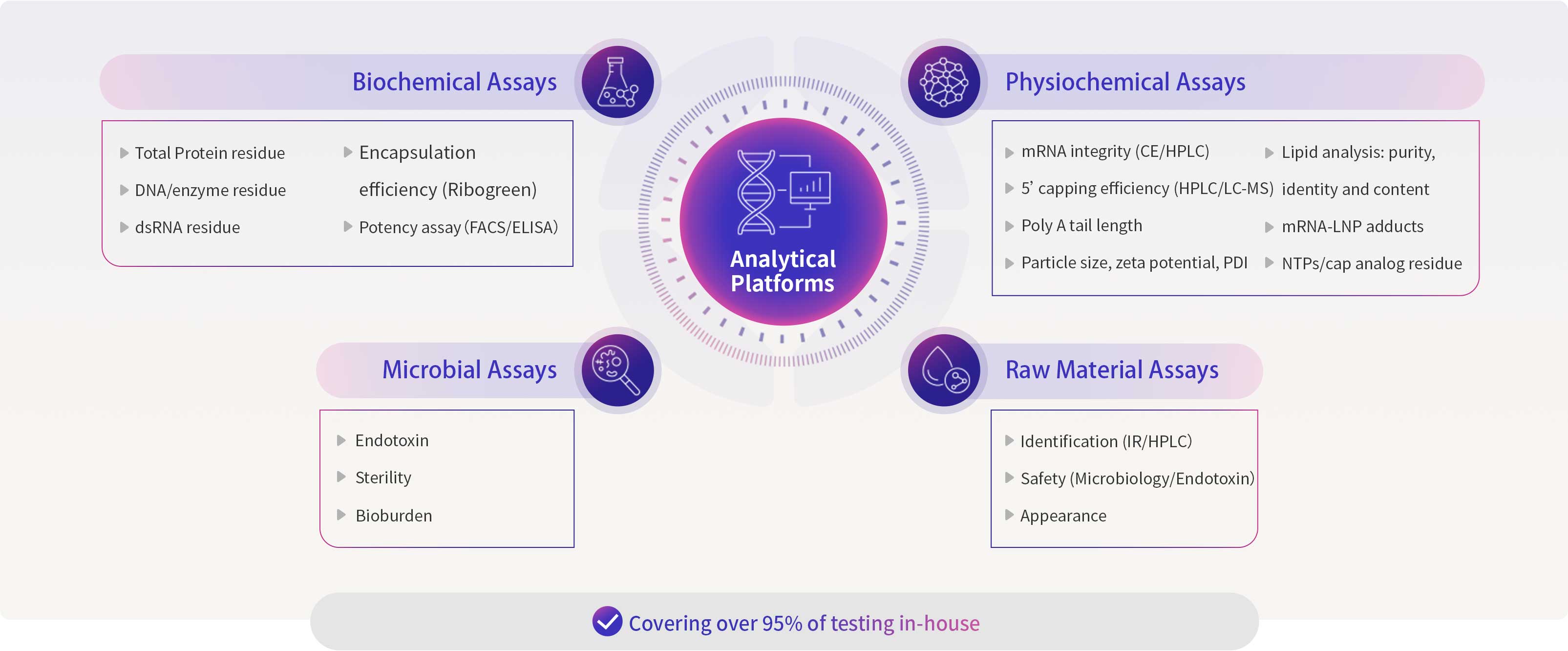
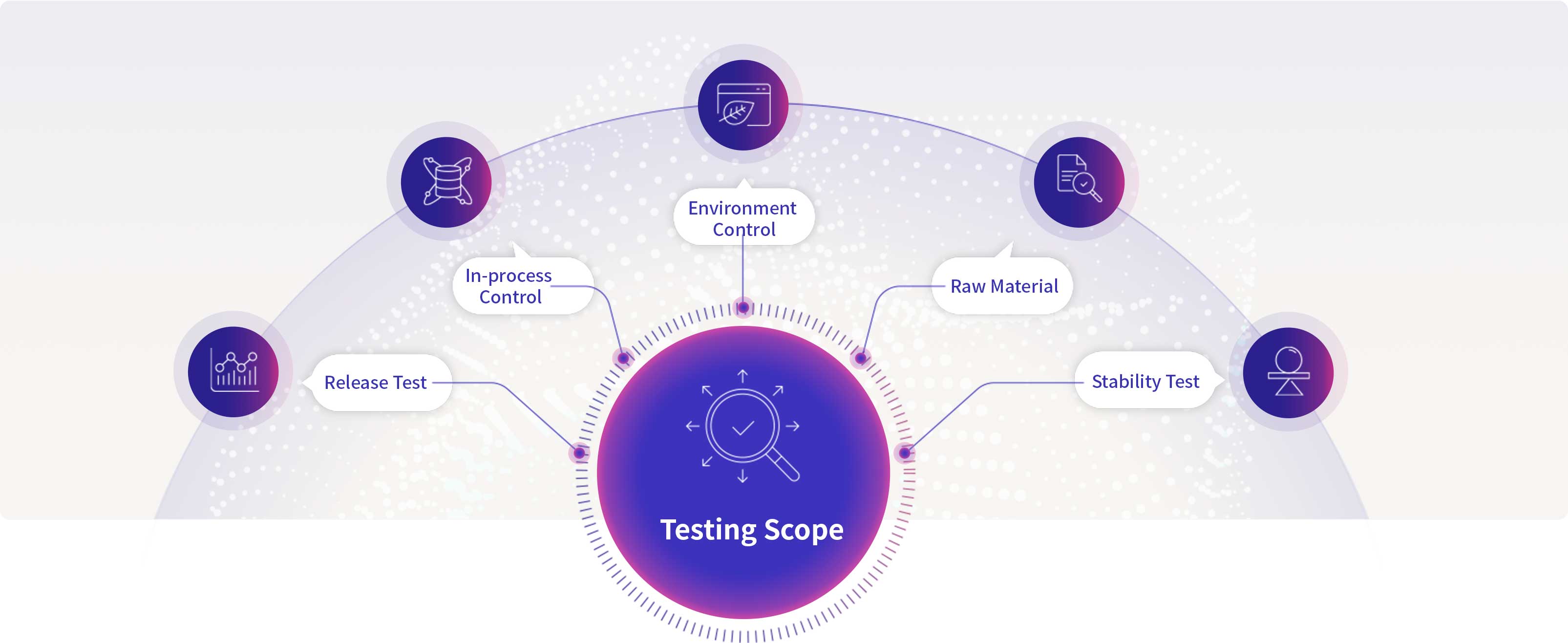
Our integrated analytical and testing platform delivers comprehensive support throughout nucleic acid drug development and manufacturing. We provide complete analytical services across physicochemical, biochemical, microbial, and potency testing, covering the entire workflow from early-stage candidate screening to the method development, validation, release, characterization, and stability studies required for regulatory submissions (IND/BLA). We have established both pharmacopeial and client-specific methods for a wide range of molecules, including plasmid DNA, mRNA, circRNA, saRNA, and in vivo CAR drug substances and products.
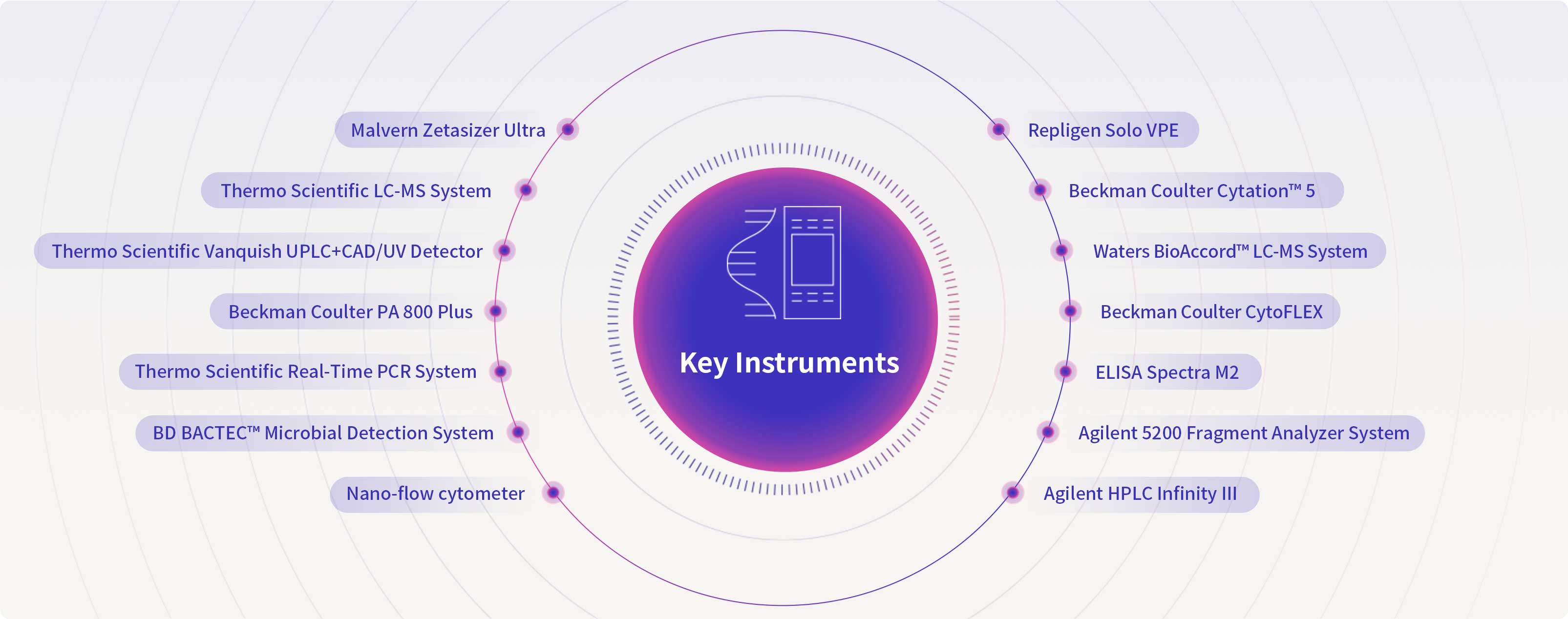
To ensure efficiency and control, over 95% of testing is performed in-house (excluding specialized services such as sequencing and cell bank characterization). Our laboratories are equipped with industry-leading, high-sensitivity and high-resolution instrumentation, which underpin the accuracy, repeatability, precision, and reliability of all analytical results.

We provide end‑to‑end regulatory support for nucleic acid drug developers, drawing on extensive experience in both international and domestic filings. We assist clients in preparing high‑quality submission packages and navigating complex regulatory pathways—from IND through BLA—to accelerate progression toward commercialization.

Complete CMC module preparation, including process, quality, and stability reports, fully aligned with eCTD format and regional standards.

Early identification of submission risks to reduce regulatory information requests and avoid late‑stage changes through proactive regulatory planning.

Successful IND track record with FDA (U.S.), NMPA (China), and agencies in Australia & New Zealand, providing reliable support for multi‑region development plans.

Plasmid DNA

Cost-effective plasmid production strategies tailored for diverse application scenarios
Learn More
RNA Drug Substance

Linear mRNA, circRNA, and saRNA DS; applications including in vivo CAR, PCV, and gene editing, and etc.
Learn More
LNP Encapsulation

Proprietary LNP encapsulation technology; experience in novel lipid development and scale-up
Learn More
Fill/finish and Lyophilization

Semi-automatic and fully automatic filling lines; LNP lyophilization technology
Learn More
PCV Services

Small-scale production, high quality, low cost, and rapid delivery; specifically designed for PCV applications
Learn MoreReach Out Today
Contact us
Tel. +86 18961517608
E-mail. bd@enorna.com
Address.
63 Keji Avenue,
Bldg. 6, Fl. 6,
Yixing, Jiangsu, China